Events IPC APEX EXPO 2024 IPC APEX EXPO 2024, Anaheim, California, April 6-11, 2024, Warm welcome to visit us and…siaApril 3, 2024
Press releases INSPECTIS Offers Slider Plate Stand for Optical Inspection Solna, Sweden – INSPECTIS introduces a new specialized slider stand capability for repetitive optical inspection…siaApril 1, 2024
Press releases INSPECTIS Launches Compact, Optical AHD System Package Solna, Sweden – INSPECTIS announces the launch of its AHD System Package, a compact and…siaJanuary 31, 2024
Press releases INSPECTIS Optical BGA Inspection Now Offers Higher Magnification 20 December 2023 Solna, Sweden – INSPECTIS popular BGA inspection systems can now be supplied…siaDecember 20, 2023
Events Productronica 2023 PRODUCTRONICA 2023, Trade Fair Center Messe Munchen, November 14-17, 2023, Inspectis will show it’s newest…siaOctober 10, 2023
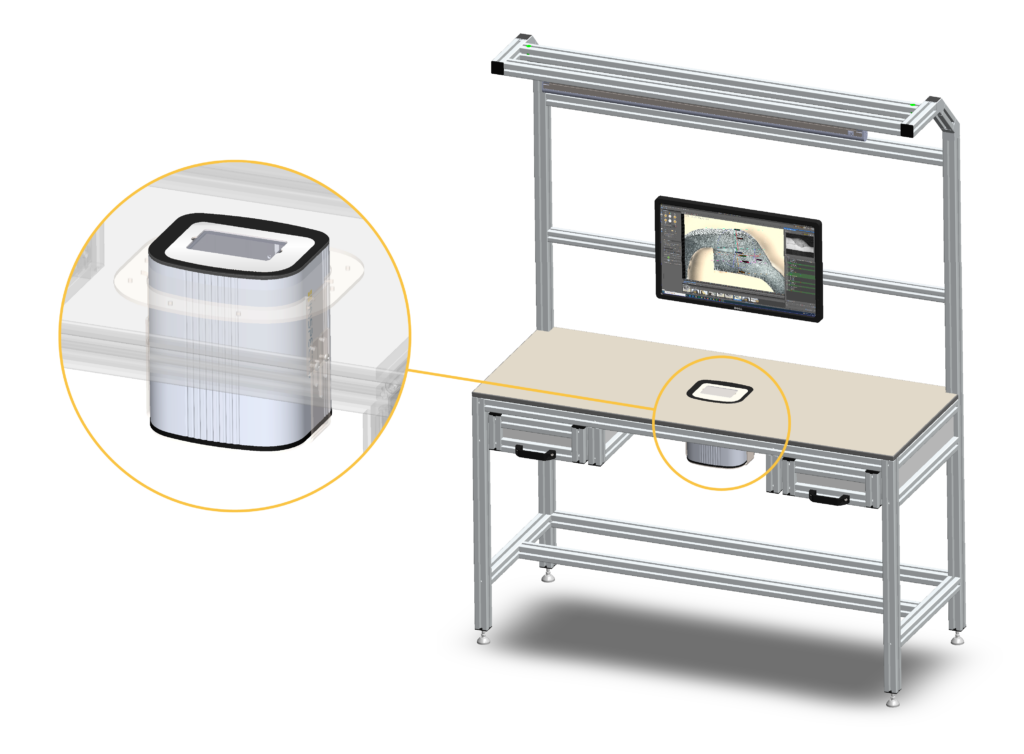
Press releases INSPECTIS Introduces Mounting Cradle for Digital Inverted Microscopes (DIM) 14 August 2023 Solna, Sweden - INSPECTIS AB announces the availability of a new, ergonomic…AlistairAugust 14, 2023
Press releases INSPECTIS Announces New Compact X-Y stands for Large Area Inspection 3 March 2023 Solna, Sweden - INSPECTIS AB announces the availability of new compact X-Y…AlistairAugust 14, 2023
Press releases INSPECTIS Launches Auto Brightness Option for all U30 and U35 Series 7 June 2023 Solna, Sweden - INSPECTIS AB now offers an Auto Brightness option for…AlistairAugust 14, 2023
Press releases Powerful INSPECTIS Software Version 6.3 Offers New Features, Windows 11 Compatibility INSPECTIS AB announces the launch of INSPECTIS Software Version 6.3, offering several new features, Improvements,…AlistairAugust 11, 2022
Lates news Capture 4K Images Direct From Any Inspectis 4K Microscope System Coming soon! The box you have been waiting for. Now you can capture full 4K…EmpireDevApril 28, 2022